text to clipboard

NUM presenta il sistema di controllo attivo delle vibrazioni per macchine utensili a CNC
Aiuta ad ottimizzare la lavorazione eliminando le vibrazioni della testa porta utensile, massimizzando il tasso di asportazione del materiale (MRRR) e facilitando la manutenzione preventiva
L'innovativo accelerometro, ad alta frequenza di campionamento, sfrutta la capacità di elaborazione del segnale dei servoazionamenti
12 agosto 2019 — NUM ha presentato un innovativo sistema di controllo attivo delle vibrazioni basato su accelerometri per macchine utensili a controllo numerico. Progettato principalmente per migliorare la lavorazione eliminando virtualmente le vibrazioni della testa porta utensile, il sistema aiuta ulteriormente ad aumentare la produttività massimizzando il tasso di asportazione del materiale (MRR) e può anche fornire un prezioso feedback in tempo reale per scopi di manutenzione preventiva.
Il sistema è utilizzabile anche per il retrofit di qualsiasi macchina utensile che utilizza i servoazionamenti digitali ad alte prestazioni MDLUX di NUM, che fanno parte della piattaforma CNC Flexium+.
Il sistema di controllo attivo delle vibrazioni di NUM è una soluzione molto economica che offre capacità di smorzamento dinamico senza precedenti. La maggior parte degli accelerometri presenti sul mercato sono in grado di campionare a bassa frequenza e richiedono un'elettronica aggiuntiva per il trattamento del segnale prima di poter essere collegati - di solito tramite bus di campo - al sistema CNC o PLC. In genere, i dati di accelerazione possono essere recuperati solo una volta ogni 20 millisecondi, il che è inadeguato per lo smorzamento delle vibrazioni sulle macchine utensili. L'accelerometro di NUM viene campionato ogni 100 microsecondi, il che significa che può essere utilizzato per il controllo ad anello chiuso con larghezze di banda che si avvicinano a diverse centinaia di Hertz.
Il compatto accelerometro a flangia può essere facilmente fissato alla testa della macchina utensile ed ha una sensibilità di 0,02 g (1,96 m/sec/sec), con un campo di misura di più/meno 2 g (più/meno 19,6 m/sec/sec). Il trasduttore si collega direttamente al servoazionamento digitale, eliminando la necessità di ulteriori circuiti di trattamento del segnale.
Il sistema di controllo attivo delle vibrazioni utilizza l'opzione “Drive Embedded Macros” (DEM-X) disponibile sui servoazionamenti digitali ad alte prestazioni MDLUX di NUM. Questa opzione consente di incorporare macro in tempo reale all'interno dell'azionamento per manipolare i suoi algoritmi di regolazione. Il segnale di uscita del trasduttore accelerometrico può quindi essere utilizzato per influenzare direttamente il comportamento del circuito di regolazione della velocità. Tutti i moduli di servoazionamento MDLUX utilizzano tecniche di controllo DSP avanzate per massimizzare la velocità del bus dei servoazionamenti CNC kernel-to-drive, e sono caratterizzati da larghezze di banda elevate e speciali algoritmi di accelerazione per una velocità e precisione di posizionamento senza compromessi.
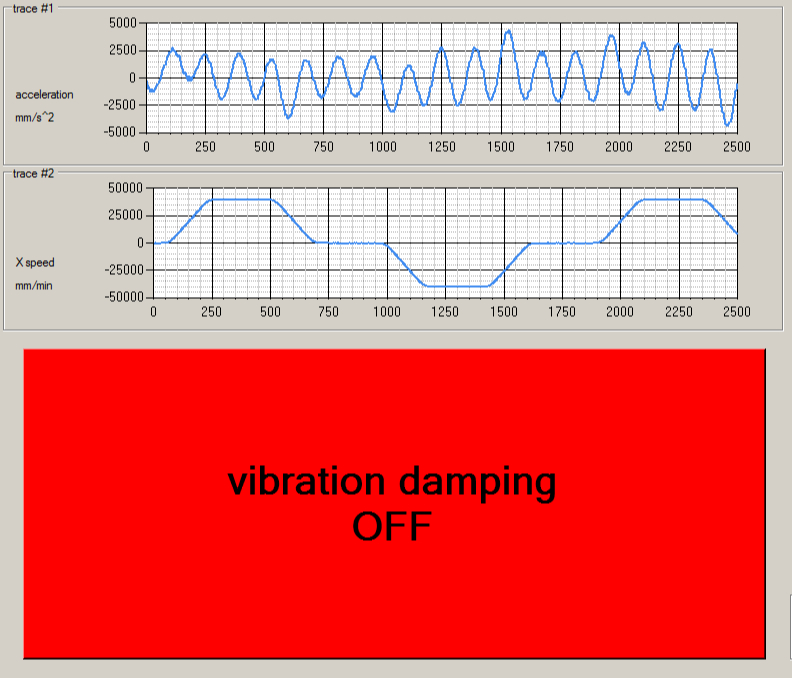
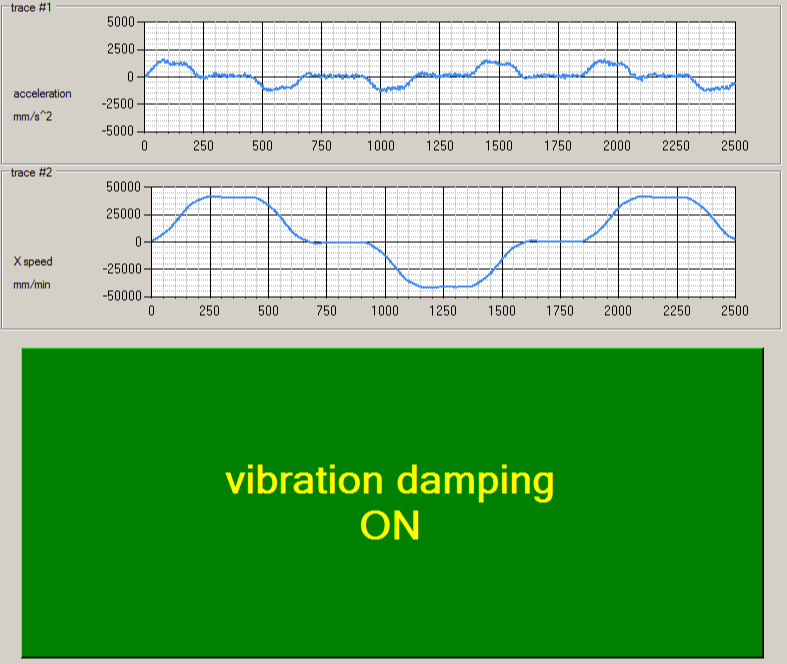
Una delle applicazioni più interessanti del nuovo sistema di controllo attivo delle vibrazioni di NUM riguarda lo smorzamento delle vibrazioni del Tool Centre Point (TCP), vibrazioni causate dai diversi modi di vibrare della struttura meccanica di una macchina utensile. Anche se una macchina è equipaggiata con encoder ad alta risoluzione (integrati nei servomotori) è impossibile smorzare la vibrazione del TCP, semplicemente perché il TCP non è misurato. Modellazioni complesse della macchina e controllo nello spazio degli stati, possono condurre a risultati efficaci, la complessità è però molto elevata e la robustezza della compensazione è piuttosto debole. Ad esempio, nel caso di un piccolo cambiamento di parametri, come l'inerzia, l’efficacia della compensazione verrebbe completamente persa.
Utilizzando il nuovo sistema di controllo attivo delle vibrazioni di NUM è possibile misurare e smorzare dinamicamente le vibrazioni del TCP in ciascuna delle direzioni principali degli assi X, Y e Z. Con questo approccio, le vibrazioni della testa dell'utensile possono essere efficacemente eliminate, riducendo significativamente l'usura dell'utensile e massimizzando l'MRR del processo di lavorazione.
Tutti i dati di accelerazione vengono elaborati digitalmente all'interno dell'azionamento; possono essere trasmessi ciclicamente al Flexium+ NCK e memorizzati nel suo buffer. Dal buffer i dati possono quindi essere trasferiti sul PC Windows della macchina per un'ulteriore elaborazione o per essere utilizzati con il software di monitoraggio di processo di NUM. I dati sono particolarmente utili per le applicazioni di manutenzione preventiva, dove possono fornire un'indicazione tempestiva di potenziali problemi della macchina per evitare costosi interventi di riparazione. In genere questi dati includono il rilevamento delle vibrazioni del mandrino causate da problemi dei cuscinetti, il rilevamento di un deterioramento delle prestazioni, come l'aumento dell'attrito o del gioco, e il rilevamento di un'usura eccessiva o rottura dell'utensile.
FINE
NUM è attiva nei social media. Per seguirla visita: https://twitter.com/NUM_CNC
Per ulteriori informazioni si prega di contattare:
Marco Battistotti, NUM S.p.a, Via F. Somma 62, 20012 Cuggiono (MI), Italia.
Tel: +39 02 97969 350; sales.it@num.com; www.num.com
NUM AG, Battenhusstrasse 16, CH-9053 Teufen, Svizzera.
Tel: +41 71 335 04 11; sales.ch@num.com; www.num.com








 |
|