text to clipboard

Un aggiornamento personalizzato del CNC semplifica la rettifica degli assali dei vagoni
un nuovo HMI orientato alla lavorazione semplifica il controllo delle operazioni di rettifica a tuffo
11 agosto, 2015 — Un completo aggiornamento delle classiche macchine rettificatrici senza centri di alta potenza aiuta un importante costruttore di assali per vagoni ferroviari a semplificare considerevolmente le operazioni di rettifica di precisione sugli assali forgiati. Un elemento chiave del progetto – che è stato gestito dalla APeC Integration Services, Inc – è l'aggiornamento del controllo CNC personalizzato basato sulla potente piattaforma Flexium di NUM.
Situata a Wattsburg (PA, U.S.A.), APeC è un integratore di sistemi elettrici specializzato nel retrofit di macchine utensili con PLC moderni e sistemi di controllo CNC. Fondata nel 1989, l'azienda si è costruita una reputazione nel consentire ai clienti di massimizzare la longevità e le prestazioni dei loro investimenti sulle macchine. I principali servizi di aggiornamento comprendono la sostituzione dei servomotori, dei motori dei mandrini e dei drive, l'integrazione del PLC e di controlli personalizzati delle macchine, e la sostituzione completa del CNC.
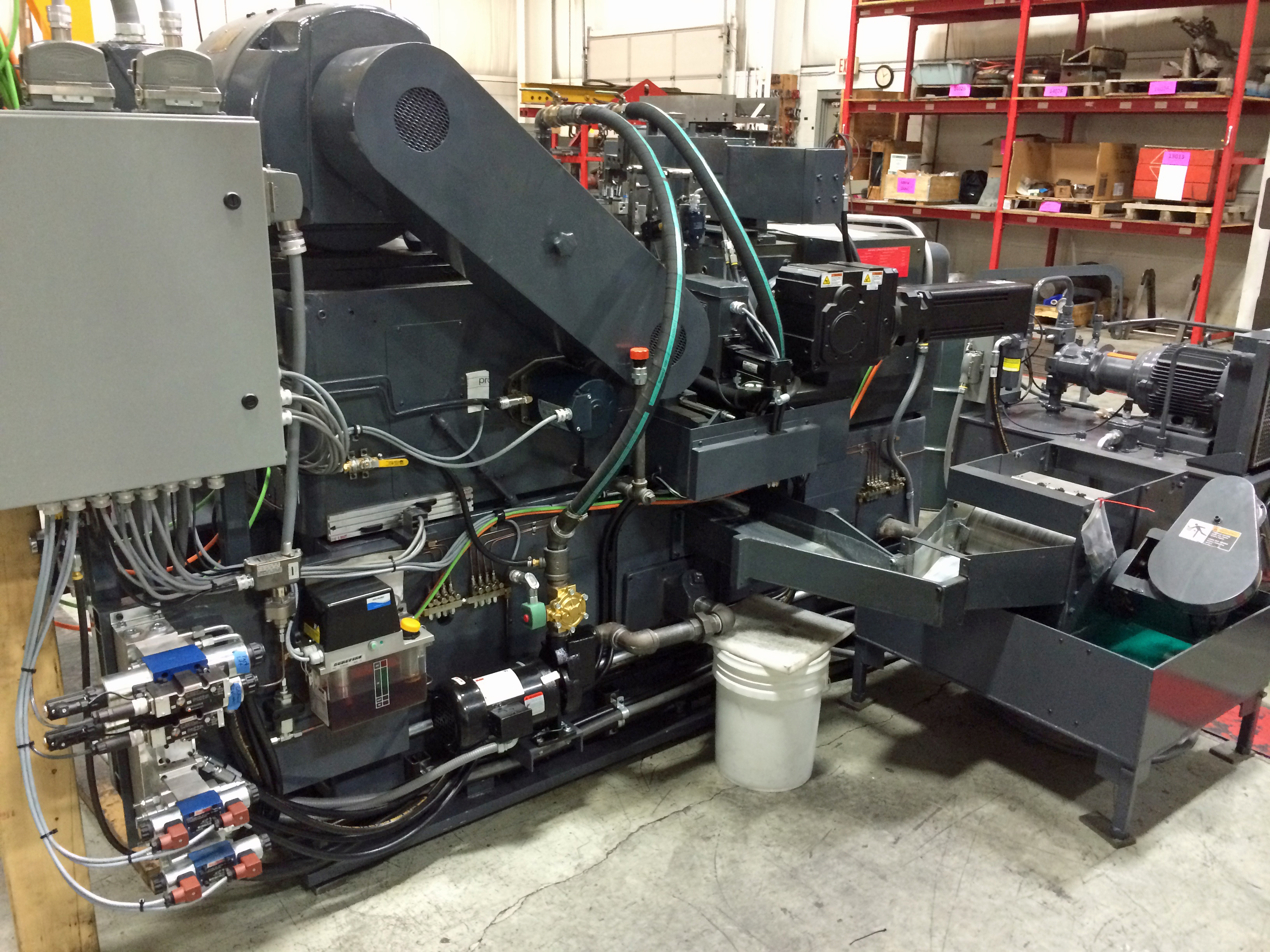
Le macchine utensili in questo particolare progetto sono rettificatrici senza centri ad alta capacità Landis, che utilizzano una mola ravvivabile ed un ciclo di rettifica a tuffo per creare profili di precisione sui perni degli assali ferroviari. Durante la rettifica, sia l'asse del pezzo in lavorazione che la mola della rettifica girano nella stessa direzione, il che significa che le due superfici si muovono in direzioni opposte nel punto di contatto, determinando un funzionamento più morbido. Quando la macchina ha raggiunto la velocità, la mola viene spostata – o ‘tuffata’ – nel pezzo in lavorazione e realizza un contatto continuo con un singolo punto lungo la sua lunghezza. L'azione di tuffo è controllata da un asse servomotorizzato che rettifica a diverse velocità di avanzamento, con controllo dimensionale del pezzo monitorato da un misuratore integrato nel processo. Un sistema automatico integrato a due assi con uno strumento a punta di diamante è usato per ravvivare la mola quando necessario.
Questa è la seconda volta che APeC ha migliorato le prestazioni di queste rettifiche con sistemi di controllo basati su kernel CNC di NUM. Le macchine originali erano azionate idraulicamente ed equipaggiate con un sistema di ravvivamento della mola di tipo tracciante. Alla metà degli anni '90, ApeC ha effettuato un completo aggiornamento meccanico ed elettrico su ciascuna macchina includendo nel retrofit un moderno sistema CNC e strumenti di calibrazione inseriti nel processo. In quella occasione, l'azienda aggiornò la macchina installando Power 1060 di NUM, che a quel tempo è stato considerato come uno dei sistemi CNC più flessibili e facili da usare sul mercato.
Dopo altri vent'anni di servizio a tempo pieno in un ambiente produttivo movimentato, si rese necessario un altro aggiornamento meccanico ed elettrico sulle macchine. APeC ha operato a fondo sulle macchine ed ha lavorato a stretto contatto con i loro operatori per tutto questo periodo, durante il quale ha inoltre sviluppato un numero di idee per realizzare macchine ancora più facili da usare e più produttive. Il programma di retrofit ha offerto una opportunità ideale per mettere in pratica molte di queste idee.
Per velocizzare l'aggiornamento delle macchine e minimizzare l'impatto sui programmi di produzione dei clienti, APeC ha gestito un accordo per lo sviluppo con tre entità. Tutti i principali rinnovamenti meccanici, idraulici, il sistema di lubrificazione e gli aspetti di ricostruzione geometrici del progetto sono stati gestiti da EURO Machinery Specialists, Inc., un'azienda con circa 45 anni di esperienza nel rinnovamento e nella modernizzazione di macchine utensili di elevato valore per il taglio di metalli. Dalla parte del controllo, APeC ha collaborato con NUM USA per sviluppare una esclusiva ed intuitiva interfaccia uomo-macchina (HMI). Questo permette agli operatori di imparare come usare le macchine molto facilmente e velocemente, anche se non sono esperti di questo tipo di rettificatrici. I benefici per i clienti comprendono una migliorata soddisfazione dei lavoratori, minori necessità di formazione ed aumentata produttività delle macchine.
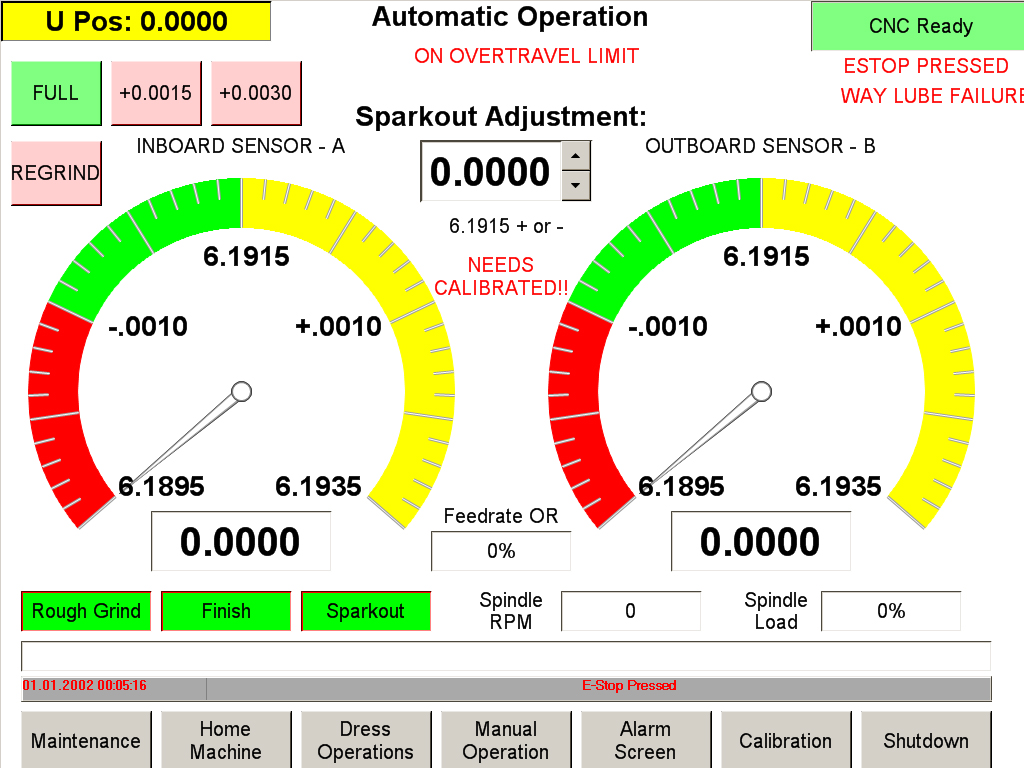
Secondo Dave DeCoursey di APeC, “Un obiettivo principale del progetto era la maggior semplificazione possibile del funzionamento della macchina. La piattaforma aperta Flexium di NUM offre la flessibilità del controllo ed i servizi di personalizzazione dell'HMI che sono a noi necessari per sviluppare schermate individuali ed orientate alle lavorazioni. L'interfaccia con l'utilizzatore è ora conseguentemente molto più ergonomica. Molte operazioni, come il calcolo dell'offset, la calibrazione, il ravvivamento e l'inizializzazione del ciclo automatico di rettifica, vengono ora eseguite usando singoli pulsanti virtuali che vengono mostrati solo al momento opportuno.”
Ogni aggiornamento di macchine impiega molti prodotti NUM, compreso il kernel CNC, il pannello operatore touch, i servodrive ed i motori. Il sistema Flexium CNC usa bus di campo I/O EtherCat, rendendo semplice per APeC implementare un'avanzata architettura di controllo della profondità di tuffo. Il misuratore in-process per la calibrazione usato precedentemente per questo aspetto di funzionamento della macchina, è stato rimpiazzato da un encoder lineare, che facilita un veloce ed accurato controllo di profondità, e fornisce una retroazione in tempo reale all'operatore durante tutto il ciclo di rettifica. Il principale schermo di controllo mostra due ampi strumenti di stile analogico, supportati da display digitali, che ricevono i loro dati di ingresso da trasduttori di misura separati collocati lungo la lunghezza del perno dell'assale, permettendo all'operatore di controllare la tolleranza della conicità molto facilmente.
Il software specifico che APeC ha sviluppato per l'aggiornamento della rettificatrice è orientato alla lavorazione. Esso impiega schermate individuali che sono disegnate per l'applicazione, con chiare funzioni coerenti al contesto che aiutano a prevenire errori umani. Usando le funzioni Extended NCK Access (ENA) del controllore Flexium CNC, ogni videata personalizzata comandata da PLC può controllare e monitorare direttamente le funzioni CNC. Questa forma di approccio al controllo è specialmente utile per funzionalità di autoapprendimento, come la guida di un operatore verso l'avviamento di una macchina e la preparazione per cicli automatici.
Per esempio, la schermata di avviamento mostra inizialmente solo lo stato del sistema CNC ed un singolo pulsante 'Shutdown'. Appena il sistema CNC indica che è pronto, la schermata di avviamento mostra altri due pulsanti: 'Home Screen' e 'Manual Operation'. Quando l'operatore tocca un pulsante visualizzato e provoca un cambio di schermata, il software automaticamente altera di conseguenza la modalità CNC e seleziona la corrispondente parte di programma se applicabile. Limitando le opzioni disponibili per l'operatore a solo quelle che sono appropriate in quel momento, il software aiuta ad assicurare un uso della macchina coerente ed efficiente.
Un altro grande vantaggio di questo tipo di approccio al controllo, con un esteso accesso all'NCK, è il fatto che lo si può usare per supportare l'operatore attraverso correzioni dell'utensile ad effettuare modifiche nei part-program. Quando la mola o l'utensile ravvivatore vengono rimpiazzati, l'operatore può posizionare manualmente l'utensile sulla faccia desiderata della mola, accedere ad una schermata protetta da password e quindi premere semplicemente un pulsante. Le differenze di misura vengono calcolate e inserite automaticamente nel programma di ravvivatura, usando la funzione ENA. La stessa funzione permette all'operatore di modificare le dimensioni della ravvivatura e le impostazioni degli azzeramenti su pezzo regolando semplicemente un valore verso l'alto o verso il basso; questi valori vengono poi inseriti automaticamente nel corrispondente programma pezzo.
Steven Schilling, General Manager di NUM Corporation di Naperville, nell'Illinois, afferma: “L'architettura aperta e le funzionalità avanzate dei sistemi CNC Flexium hanno permesso alle società di ingegneria di implementare innovative soluzioni per il controllo di macchine per progetti di aggiornamento o di produzione di nuove macchine. In questo caso ApeC ed Euro Machinery Specialists, col supporto di NUM, hanno creato un aggiornamento per CNC che aggiunge un valore significativo agli esistenti impianti di produzione del cliente.”
FINE
NUM è attiva nei social media. Per diventare un follower visitare https://twitter.com/NUM_CNC
Per ulteriori informazioni su NUM, si prega di contattare:
Marco Battistotti, NUM S.p.a, Via F. Somma, 62, 20012 Cuggiono (MI), Italia.
Tel. +39 02 97969 350; sales.it@num.com; www.num.com
NUM AG, Battenhusstrasse 16, CH-9053 Teufen, Svizzera.
Tel: +41 71 335 04 11; sales.ch@num.com; www.num.com
Per ulteriori informazioni su APeC Integration Services, si prega di contattare:
APeC Integration Services, Inc., 8139 Venshire Drive, Wattsburg, PA 16442, USA.
Tel: 001 814 739 2590; apec2000@aol.com.
Per ulteriori informazioni su EURO Machinery Specialists, si prega di contattare:
Ron o Karl Engelke, EURO Machinery Specialists, Inc., N59 W14272 Bobolink Ave, Menomonee Falls, WI 53051, USA.
Tel: 001 262 252 4280; info@euromachinery.net; www.euromachinery.net










 |
|