text to clipboard

Innovative CNC honing machine accelerates production of precision gears
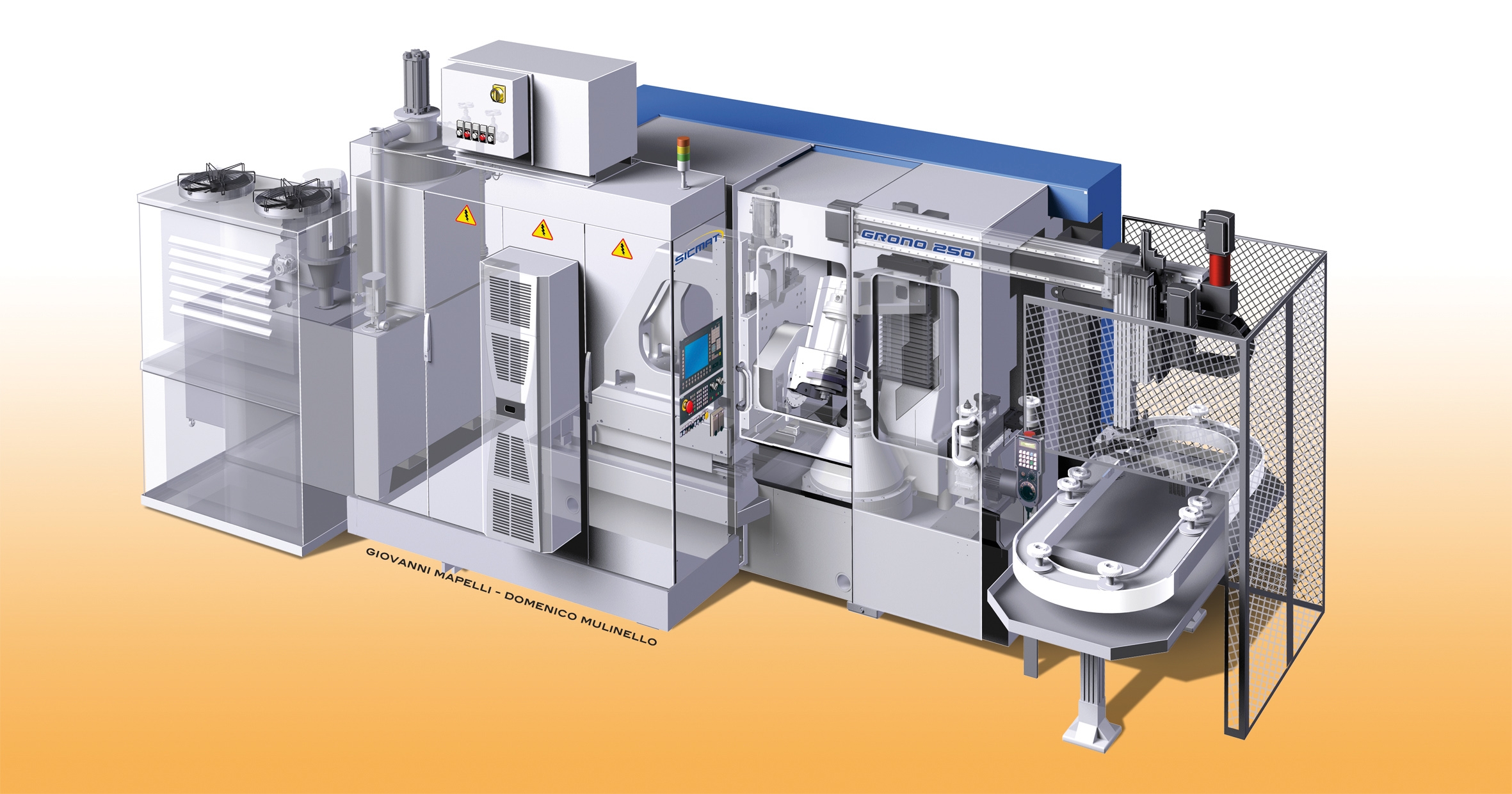
July 24, 2012 --- A high performance 11-axis CNC system from NUM has enabled machine tool manufacturer Sicmat to create a gear honing machine that sets a new industry standard for post-hardening fine finishing. Using an innovative honing wheel with external teeth, and an ultra-precise application-specific CNC program developed by NUM, the Grono 250 machine provides the accuracy of gear shaving - but in a process that is applied after the gear has been case hardened - and eliminates the need for shaving and grinding stages.
Sicmat is a leading manufacturer of gear finishing machine tools for the automotive and automotive supply industries. Until relatively recently, the company specialized exclusively in machines that used shaving technology to obtain the necessary finish to gears; this type of finishing process is used extensively by companies producing medium to high quality gears for the automotive industry. However, shaving generally has to be performed before the work piece is case hardened by heat treatment, and any heat-induced deformation then has to be corrected by grinding or honing. Sicmat therefore set out to develop a high power honing machine that would help gear manufacturers accelerate production throughput by reducing the number of process stages.
Until now, gear honing automation has used highly specialist machine tools, comprising circular ring type assemblies with teeth cut in their internal face. These tools are expensive and time-consuming to set up. Sicmat believed that by using a honing wheel with external teeth, the accuracy of the process could be improved to such an extent that it could replace gear shaving in many applications, with the added advantages of lower tooling costs and much simpler set up. Initial research conducted in collaboration with the Faculty of Engineering at Turin Polytechnic University - Italy's top engineering university - proved the practicality of the proposed new method.
A key requirement of honing automation is that it must have extremely high mechanical rigidity, to ensure accurate and repeatable results. So, Sicmat chose to base its new honing machine on the proven mechanical platform of its RASO TP 250 gear shaving machine. Developed over many years, this platform has exceptional stiffness and resistance to vibration - its bedplate is created from electro-welded steel filled with anti-vibration bonding, and the head, frame and tailstock are manufactured from cast iron. The platform's physical layout provides excellent accessibility for operation and maintenance, and its vertical workpiece positioning simplifies integration with other production line automation.
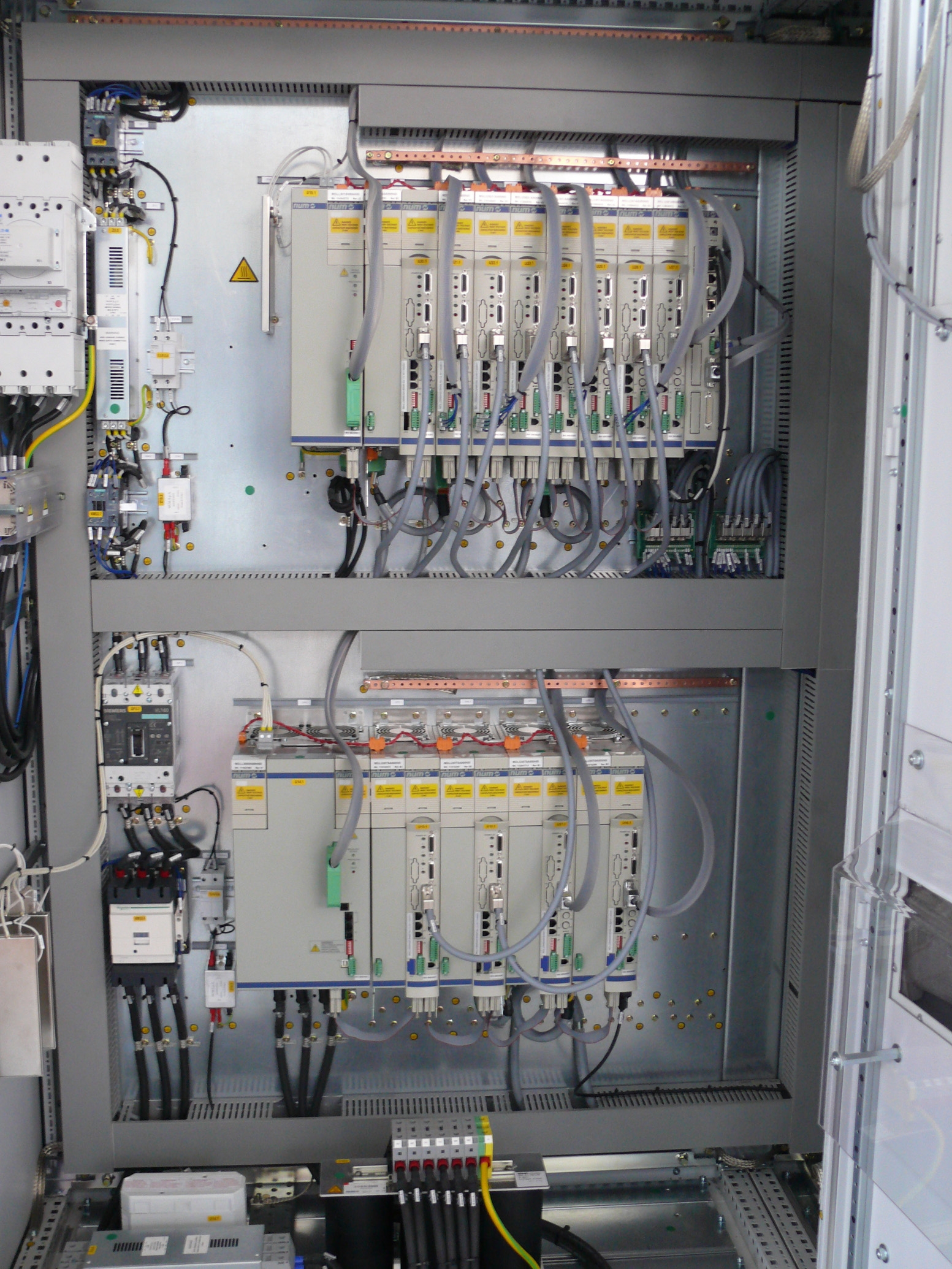
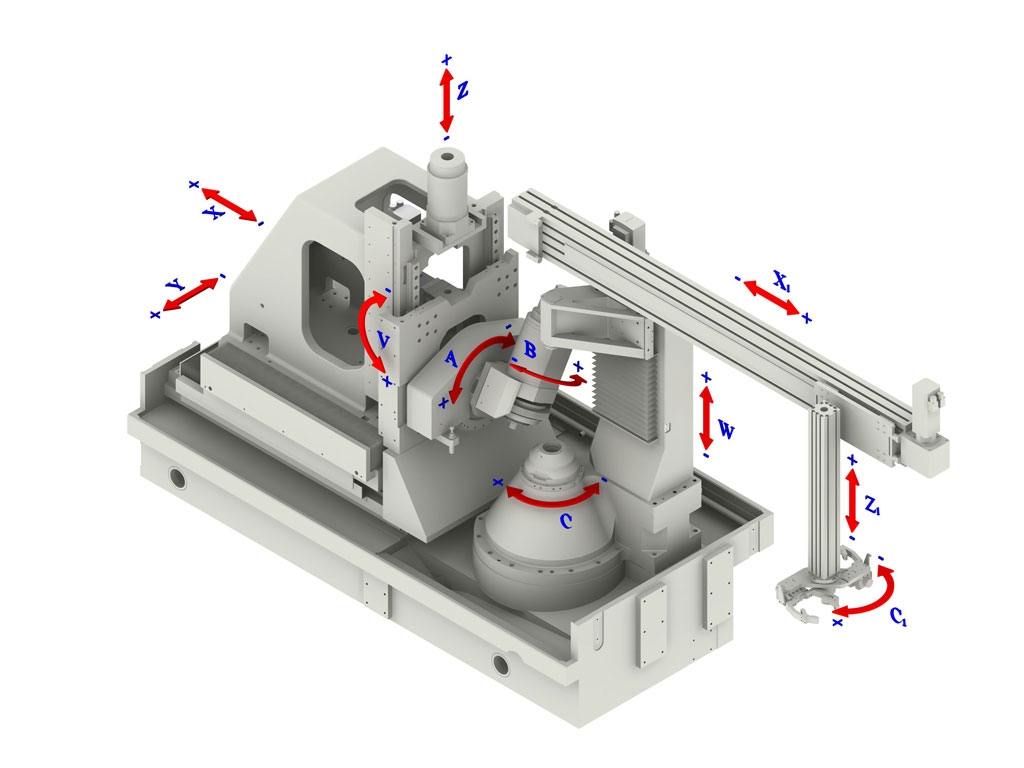
The Grono 250 has eight motion axes, plus another three on an associated robotic loader, all controlled by a NUM Flexium CNC system. The motors of all 11 axes are driven by high power density NUMDrive C servodrives, and the overall system is equipped with two NUM MDLL 3050 regulated power supplies. Each power supply is rated at 50 kW continuous and uses regenerative braking to maximize efficiency. The main machining axes are operated by direct-drive motors, while the honing wheel and workpiece axes are driven by powerful high torque motors which are synchronized and controlled by application-specific software developed by NUM.
According to Marco Battistotti, Director of NUM's Italian facility, the company's ability to develop custom software was a major factor in Sicmat's choice of CNC systems provider. "For this application, Sicmat needed specialist control software to provide extremely tight synchronization of the machine's honing axes. They also wanted to partner with a CNC company that was familiar with highly integrated machine architectures and prepared to handle custom engineering in parallel with their own development efforts, which are some of NUM's key strengths. The success of our collaboration was apparent immediately the first machine tests were run; the finished gears were of exceptionally high quality."
Every stage of the honing process on the Grono 250 machine is automated for efficiency. In normal use, the case hardened workpiece is removed from the production line conveyor by a robotic handler/clamp unit, which identifies the type of gear by checking its outside diameter before transferring it to an integral pre-process measurement station. Here, the workpiece is synchronized with a secondary gear, then driven into mesh and rotated through a complete revolution; during this time, the displacement between the two axes is measured continuously to ascertain how much stock material needs to be removed from the workpiece, and this data is fed to the Flexium CNC system.
After measurement, a further robotic handler transfers the workpiece to the honing stage, where it is initially indexed before being run up to speed and synchronized with the abrasive toothed honing wheel. The honing wheel is then driven progressively into mesh with the workpiece. The two axes operate in a unique master-slave configuration that has zero delay of the slave axis, which required NUM to create a second master for the workpiece motor. Controlling the speeds of both these axes very precisely, and fractionally varying one relative to the other, facilitates fine adjustment of the honing process. Current-generation Grono 250 machines are capable of spindle speeds of 7000 rpm, and Sicmat is already developing a machine with spindle speeds of 10,000 rpm to provide even tighter process control. As soon as the honing process is complete, the workpiece is disengaged from the honing wheel, spun to remove coolant and then transferred back to the production line by the robotic handler.
Sicmat will be present at this year's International Manufacturing Technology Show in Chicago. The company's booth is N-6924, where engineers will be pleased to discuss the unique cost-saving advantages of the Grono 250 gear honing machine. NUM will also have a large booth - E-5135 - at IMTS 2012, where the company will be highlighting its expertise in developing custom CNC software for OEMs and machine builders.
About Sicmat
Sicmat SpA (Stabilimento Industriale Costruzione Macchinario Attrezzature Torino) was founded in Turin in 1932. The company initially produced universal machine tools such as radial drilling and shaving machines. In the early 50s' it moved into more specialist technology involving gear shaping and chamfering machines for the emergent automotive industry. Sicmat launched the industry's first shaving machine designed specifically for numeric control, the RASO 220 CNC, in 1988. Since then, the name RASO has become synonymous with shaving machines for a large number of gear manufacturers. Today, Sicmat designs and manufactures a wide range of technologically advanced machines for gear production, with a particular emphasis on the automotive sector. http://www.sicmat.com
For more information please contact:
Stephen Schilling, NUM Corporation, 603 East Diehl Road, Suite 115, Naperville, IL 60563, USA.
Tel.: 630 505 77 22; sales.us@num.com; http://www.num.com
or
SICMAT SpA, Via Torino, 35 - 10044 Pianezza, Turin, Italy. Tel.: +39 011 9667348; info@sicmat.it; http://www.sicmat.com






 |
|