text to clipboard

Advanced CNC solution powers groundbreaking 5-axis machining centre for stone
Bergamo, Italy, April 19, 2011 --- A custom spindle motor and application-specific CNC system from NUM has helped OMAG to create an innovative five-axis machining centre that combines the functions of a former and a lathe for processing stone materials.
OMAG's Blade5 machine introduces a new level of flexibility for processing stone work pieces by supporting capabilities including sawing, milling, routing, turning, sculpting and polishing. One of the machine's key attributes is a high-performance spindle motor with a very large peak torque capability of 400 Nm.
The powerful spindle motor accelerates all aspects of stone processing. The machine - with a large working area of 5 x 5 metres - is also able to create all manner of shapes and profiles direct from CAD/CAM files, making it equally suited to the creation of one-off pieces or volume production. It even features a laser scanning option which allows digitisation and subsequent replication of finely featured work such as stone artwork.
The spindle motor, and the CNC system for the machine's five positioning axes - which are fully interpolated - were all supplied by NUM, who have been a technology partner to OMAG for more than 20 years.
According to Marco Battistotti of NUM Italy, "A willingness to partner with a constructor of special machines and share the risk of creating specific application and CNC solutions is at the heart of NUM's business philosophy. In OMAG's case, there is a strong cooperation in the technological development for new machines."
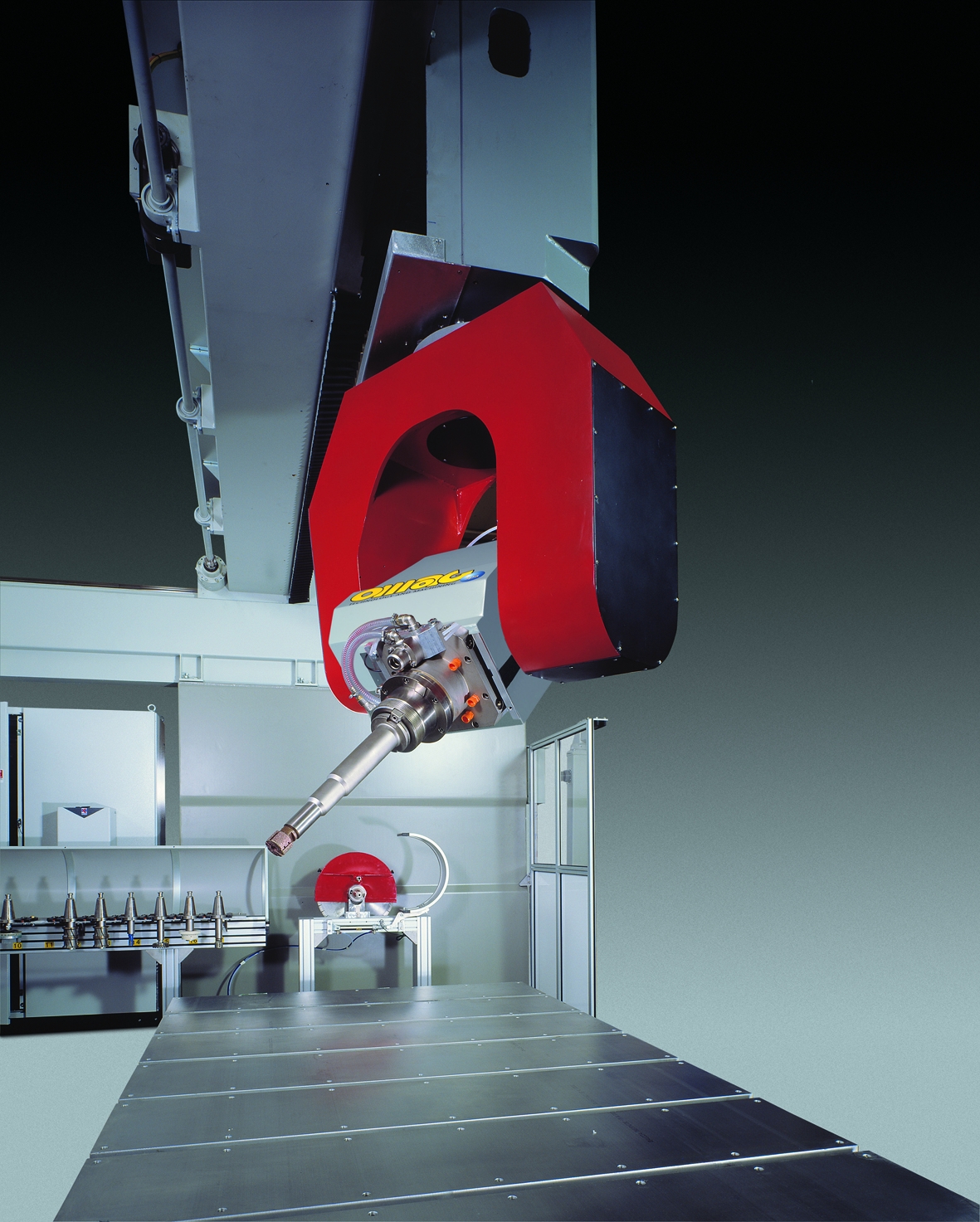
OMAG's Blade5 machine is based on a large overhead gantry-style structure, supporting an innovative multi-axis machine head. The gantry's main horizontal X and Y axes are based on linear guides that employ ball screw drives and guide blocks fitted with recirculating ball bearings. These combine high load-bearing capabilities with smooth, backlash-free positioning. In the largest configuration of Blade5, both axes have a stroke length of up to 5 metres, giving machine operators a very large 25 square metres of working area. The vertical Z axis, which carries the machine head, employs the same type of technology and can raise the head 3 metres above the base of the system, enabling huge stone work pieces to be accommodated. The stone being processed can either be held in a fixed position on a large 3.5 x 2 metre worktop, or rotated by a lathe attachment for turning purposes.
The machine head spindle can accommodate a wide variety of cutting and forming tools, including a diamond cutting blade up to 1.6 metres in diameter. The head contains two positioning axes, which enable the spindle to be inclined by up to 140 degrees to the vertical and rotated laterally by as much as 380 degrees, conveying an exceptional level of flexibility to the process.
The gantry's X, Y and Z axes, as well as the dynamic inclination and lateral rotation of the machine head, are controlled by NUMDrive C servo drives and NUM BPX brushless motors; all five axes are capable of fully interpolated motion, under overall control of a NUM Axium Power CNC system.
This all-digital control approach helps ensure highly accurate and repeatable processing of the work piece; the cutting coordinates are downloaded as ISO files from the machine's host PC to the Axium Power CNC system. An optional laser scanning system enables extremely accurate three-dimensional measurements to be retrieved from a finished piece of work - such as a statue - and automatically converted into an appropriate ISO file, allowing precise replication of the work of art. To achieve the highest standard of finishing, OMAG has also developed a special macro which evaluates the dynamic motion control commands from the Axium Power CNC system in real time to correct for tool wear, ensuring optimum contact with the work piece at all times.
The machine head spindle is driven by an extremely powerful liquid-cooled synchronous motor developed by NUM specifically for this application. NUM supplies the motor's rotor and stator as separate components, and OMAG then integrates them in the machine head, including bonding the rotor directly to the spindle to maximise rigidity. The motor, which is driven by a NUMDrive C unit and an MDLL power supply, has a continuous power rating of 25 kW at 2000 rpm, a maximum speed of 8000 rpm and a peak torque capability of 400 Nm.
OMAG's PC-based CAD/CAM software includes a library of machine tools which can be freely requested by the operator; the physical tools are maintained in a rack to the side of the work area. Typically, these will include milling and turning tools, as well as one or more cutting blades. Tool changeover is handled completely automatically; when requested by the operator, the Blade5 machine automatically parks one tool and then places another on the spindle - which uses the industry-standard ISO 50 taper. The machine's HMI (human machine interface) is highly intuitive, and comprises a large touch-sensitive monitor, keyboard and dual joysticks for manually controlling movement when required.
As Marco Battistotti points out, "OMAG's Blade5 exemplifies the benefits of close collaboration between machine designers and numerical control specialists. The various configurations of Blade5 are proving extremely popular in the market."
OMAG: at the peak of stone processing
Located near Bergamo, OMAG was founded in 1979 by Angelo Albani to develop specialized machinery for processing marble, granite, prophyritic and sedimentary stone and glass. Now after over 30 years, OMAG is an acknowledged leader in the field, with a constantly expanding product line to meet changing requirements. One striking advantage that OMAG has over its competitors is its large size and its major investment in modern machinery - with many numerically controlled machines. These resources permit extensive testing of different machining concepts, tools and materials. Omag S.p.A., Via Stezzano, 31 24050 Zanica (Bergamo), Italy. Tel: +39 035 670070; http://www.omagspa.it
About NUM
At the start of the sixties, more than 10 years before CNC control was starting to become widely accepted, NUM's first CNC controller was being developed. NUM's strategy is to help current and future customers to construct better machines and thereby secure a competitive advantage. The company focuses on a number of high end CNC applications, where it undeniably has something extra to offer. Headquartered in Switzerland, and with R&D facilities in Switzerland, France and Italy, NUM currently has more than 35 sales and service locations worldwide. In addition to CNC hardware and software, NUM also develops and manufactures the core products that have an impact on the overall performance of the system including drives and motors. NUM will also integrate and take responsibility for third party products in application-specific solutions in close cooperation with partners and customers, to provide a one stop shop for CNC solutions. Please visit http://www.num.com.
For further information, please contact:
NUM (UK) Ltd, Unit 3 Fairfield Court, Seven Stars Industrial Estate, Wheler Road, Coventry CV3 4LJ, UK. Tel: +44 (0)871 750 4020; email: sales.uk@num.com, http://www.num.com.










 |
|